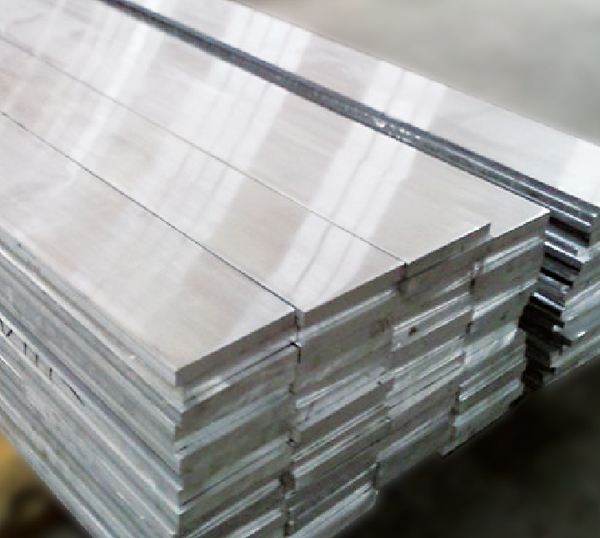
1. The installation and welding of the round edge aluminum busbar of the thermal power generating unit 500KV and the following distribution equipment, including round corner aluminum busbar, closed aluminum busbar, the ac excitation aluminum busbar and the dc excitation aluminum busbar.Semi-automatic melting argon arc welding process for welding.
2. The welding procedure of the round edge aluminum busbar : pre-welding practice -- technical background -- pre-welding inspection -- spot welding -- welding -- appearance inspection -- acceptance
3.1 the construction of semi-automatic melting electrode argon arc welding process is adopted.
3.2 Round edge aluminum busbar welding place allow ambient temperature shall be above 0 ℃, when the environment temperature is too low, should adopt effective methods to improve the environment temperature.
3.3 it is forbidden to ignite the arc on the surface of the welder's surface, test the current or weld the temporary support at will.The arc plate and arc plate of aluminum are welded.
3.4 The welding material and process shall be the same as when welding, and the welding material shall be at least 3 points. The welding length shall be 30 ~ 50mm, and the weld thickness shall not be less than 4mm.After spot welding, should verify the quality of spot weld, should ensure the weld is not defective, the weld side should smooth transition to the mother material.If the defects such as cracks and stomata are found, the solder shall be cleaned and resoldered.A slope should be formed on both ends of the solder joint to facilitate the joint. 【Round edge aluminum busbar】
3.5 argon flow control is 10 ~ 15 litres/min.
3.6 welders should check the argon flow before the welding. If the cooling water is used, the cooling water must be unblocked and the water should not be broken.
3.7 In the absence of obstruction, the short arc should be adopted to enhance the protection effect while reducing the width of the thermal influence zone and preventing the deformation of the workpiece.
3.8 the nozzle shall be as vertical as possible or as large as the surface of the workpiece, to enhance the gas protection effect.The filler wire should be uniform, and the arc should be more solder, then slowly open to prevent production Arc pit.【Round edge aluminum busbar】
3.9 Each weld shall be welded at one time, and shall not stop welding except for the instantaneous breaking arc.No movement or force can be removed before the fillet is cooled.If the welding is interrupted in the middle of the way, it is necessary to take a slow cooling or insulation measure to prevent the cracks. Before welding, the welding should be checked carefully before welding.
3.10 When welding of multi-layer multi-pass welds, the inspection should be carried out layer by layer, and the welding of the secondary layer can be carried out after the self-check, and the weld joint should be staggered until finished.In the process of welding, the quality of the joints should be paid attention to, and the molten pool should be filled when the arc is closed.Multilayer multi-channel welding, joints should be staggered. 【Round edge aluminum busbar】
3.11 if the welding process needs to be interrupted or finished, the current should be cut off and then the argon and cooling water will be shut down to prevent the welding metal oxidation and the welding gun from overheating.
3.12 After the argon arc welding, the welding of the seam weld is carried out in time.The welding quality should be checked before the sublayer welding, if it is defective, eliminate it in time.Weld bead joint should be staggered.
3.13 phi >300mm with double symmetry welding.
3.14 When the pipe is welded, there shall be no draught in the pipe.
3.15 installation of fixed installations of welding joints such as calabash and bracket shall be removed after the welding process is finished, and the steel wire ropes shall be separated from the aluminum tube to prevent damage to the mother material.
3.16 before the shell is welded, check and clean the shell to prevent any remaining tools, materials or other sundries in the shell. 【Round edge aluminum busbar】
3.17 for appearance defects, it can be finished by grinding.Resoldering should be done to reduce the area of conductivity.For cracks or internal defects, a dredger should be used for repair.
3.18 when repairing, the defect should be completely eliminated, and the defects shall be extended to 30 to 50mm at each end. After the defects are removed, the defect shall be resoldered and the same location shall not be made more than three times.
3.19 welding joints shall not be corrected in any form. If corrective action must be made, measures shall be made to the quality department for approval and shall be implemented after approval.【Round edge aluminum busbar】